Когда лазеры впервые были использованы на алюминии, используя те же условия, что и для стальных конструкций, исходная высокая поверхностная отражательная способность, высокая теплопроводность и улетучивание компонентов с низкой температурой кипения вызвали дефекты, такие как отсутствие проникновения, продувочные отверстия, пористость и сварной металл, а также трещины HAZ в некоторых сплавах. Эти проблемы в настоящее время в значительной степени преодолены с появлением более высоких средних мощностей, улучшенных систем фокусировки луча и лучших качеств луча, производящих плотность мощности достаточно высокую, чтобы создать стабильную замочную скважину для сварки. Заказать услугу лазерной сварки можно в ООО Лазерформ.
В настоящее время как CO2-лазеры, так и Nd:YAG-лазеры могут успешно использоваться для сварки широкого спектра алюминиевых сплавов, причем несколько более высокие скорости сварки достижимы для Nd:YAG-лазеров по сравнению с аналогичными мощными CO2-лазерами из-за более короткой длины волны и улучшенной связи.
Таблица 3 возможности лазерной сварки CO 2 и Nd: YAG для линейных стыковых швов в алюминиевом листе
| Толщина материала, мм |
Co 2 лазер | Nd: YAG лазер | ||
|---|---|---|---|---|
| Мощность лазера, кВт |
Скорость перемещения, м / мин |
Мощность лазера, кВт |
Скорость перемещения, м / мин |
|
| 2 | 5 | 6 | 2 | 1 |
| 4 | 6 | |||
| 6 | 5 | 1 | 4 | 0.5 |
| 10 | 6 | |||
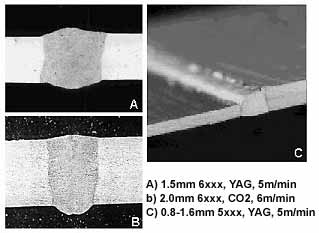
Существует интерес к сборкам листов из алюминиевого сплава как для стыковых соединений, так и для соединений внахлест с 2 или 3 листами. Типичные параметры сварки для 5-киловаттного CO2LASER и 4-киловаттного CW Nd: YAG лазера для линейных соединений приведены в таблице 3. Соединение сплавов разной толщины также возможно на этих высоких скоростях ( рис.4). Используя Nd:YAG лазер мощностью 4 кВт, можно достичь скорости более 5 м/мин для 2-листовых внахлесточных соединений из сплавов толщиной 1,2 мм серий 5xxx и 6xxx, а для 3-листовых внахлесточных соединений-около 3 м/мин.
В целом сплавы серии 5xxx и серии 6xxx, наиболее часто используемые в автомобильной промышленности, могут быть сварены с помощью лазера и с присадочной проволокой или без нее. При заданной плотности мощности и размере пятна скорость лазерной сварки сплавов серии 5xxx несколько выше, чем сплавов серии 6xxx, и считается, что это вызвано парами Mg, стабилизирующими замочную скважину.
Хотя большинство из них считаются свариваемыми, некоторые алюминиевые сплавы подвержены растрескиванию металла сварного шва или HAZ. Это особенно относится к сплавам серии 6xxx (Al-Mg-Si), где растрескивание было связано с образованием осадков Mg-Si. Это устраняется путем добавления правильной присадочной проволоки, которая уменьшает диапазон замерзания металла шва и сводит к минимуму тенденцию к затвердеванию трещин. Использование присадочной проволоки также улучшает допуск на посадку и профиль сварного шва, а также может повысить прочность поперечного шва на растяжение и относительное удлинение до разрушения соединения.
В целом ас-сварные соединения в сплавах серии 5xxx сохраняют свою прочность при поперечном сварном шве в пределах 80-100% от стоимости исходного материала и демонстрируют лишь небольшое снижение относительного удлинения до разрушения. В этих жаропрочных сплавах снижение растягивающего напряжения поперечного шва вызвано потерей упрочняющей обработки и уменьшением площади поперечного сечения шва, вызванным пористостью и подрезом. Сообщалось также, что потеря легирующих элементов, таких как Mg, приводит к снижению прочности на растяжение металла сварного шва в тех случаях, когда потери составляют 5-10%. Для термообрабатываемых сплавов серии 6xxx происходит большая потеря прочности при растяжении поперечного шва и величины относительного удлинения до разрушения. Это падение вызвано повторным растворением осадков, потерей деформационного упрочнения сварного шва или уменьшением поперечного сечения, вызванным подрезом или пористостью. HAZ также размягчается из-за чрезмерного старения во время сварки. Однако использование правильной присадочной проволоки позволит улучшить значения прочности при растяжении и относительного удлинения до разрушения в той мере, в какой могут быть выполнены свойства исходного материала.
Хотя при сварке алюминия не требуется специальной обработки поверхности, необходимо соблюдать осторожность, чтобы избежать чрезмерной пористости. Преобладающей причиной пористости является выделение газообразного водорода при затвердевании металла сварного шва. Этот водород может возникать из смазочных материалов, влаги в атмосфере и поверхностных оксидов или присутствия водорода в исходном материале. Хорошее качество сварных швов может быть достигнуто для большинства сплавов путем очистки поверхностей перед сваркой и адекватной защиты зоны сварочной ванны инертным газом. Продувочные отверстия — это форма пористости, которая может возникать в более длинных сварных швах. Хотя многие считают, что это результат нестабильности замочной скважины из-за повышения давления, точная причина этих дефектов до сих пор не установлена.